In-mould labelling (IML) has become the dominant decorating method for rigid plastic containers — food tubs, paint pails, personal care packaging, agrochemical containers. The appeal is obvious: label and container become one unit, eliminating label application steps, improving moisture resistance, and enabling photographic-quality graphics.
The quality challenge is less obvious. IML containers have a defect signature that is fundamentally different from injection-moulded containers without labels. Most of these defects are not detectable by manual QC at production speeds — and even at reduced speed, human inspectors miss 40–60% of IML-specific defects in standard controlled trials. The defects reach customers. Customers return product. Brand equity erodes quietly.
Why IML Defects Are Different — and Harder to Catch
Standard injection-moulded containers without labels have a visible, unobstructed surface. Defects — short moulding, flash, black spots, scratches — are directly visible from any angle under reasonable illumination. An experienced operator can identify most critical defects at moderate production speeds.
With IML, the label changes everything. A printed polypropylene label, pre-placed in the mould cavity and fused into the container during injection, covers 80–100% of the container sidewall. This means:
- Short moulding beneath the label is only visible as a surface topology deviation — a slight depression or ripple in the label surface
- Contamination trapped between the label and the container wall appears as a localised blister or raised spot — subtle at a glance, significant in terms of structural integrity
- Label folding and creasing can be very fine — 0.5–1 mm width folds that are invisible under ambient light but immediately visible under structured side illumination
- Label misalignment, spiral skew, and angular displacement are geometric properties that require measurement — not just observation
At 8,000–15,000 containers per hour, a human inspector has 0.25–0.45 seconds per container. At that rate, only gross defects are catchable by eye — and even then, detection rates in controlled studies rarely exceed 60–65% for the defect types that matter most.
IML Defect Classification: What Machine Vision Actually Detects
Not all IML defects are equal in severity. A practical machine vision specification starts with a clear defect classification — critical defects that the system must catch at 100%, major defects above a size threshold, and minor cosmetic defects where a user-configurable threshold applies.
Label Folding / Creasing
The label folds during mould insertion, creating a structural weakness and cosmetic defect. Even fine folds (0.5 mm width) compromise label adhesion and are detectable with dark-field side illumination.
Missing Label
Label absent from one or more panels. Immediately detectable by any camera facing the labelled zone — pixel intensity in the expected label area falls below threshold.
Contamination Under Label
Foreign particle trapped between label and container wall. Visible as a raised blister or irregular bump in the label surface. Detected by surface topology imaging.
Short Moulding
Plastic material doesn't fully fill the mould behind the label, creating a depression. Detected as a surface contour anomaly under raking illumination — the label surface deforms inward at the defect location.
Label Misalignment
Label position offset horizontally, vertically, or angularly from the nominal. Measured by locating registration marks, label edges, or graphic reference features — configurable tolerance in mm and degrees.
Spiral Label Skew
Label twists during mould insertion, producing a helical misalignment visible as diagonal band displacement. Detected by comparing expected vs actual position of horizontal graphic elements.
Barcode Unreadability
Barcode printed on the label is unreadable due to printing defect, contamination, or label fold. Vision system reads the barcode at 100% and flags any failed read — not just a presence/absence check.
Flash at Parting Line
Excess material at the mould parting line — visible as a thin fin at the container edge. Detectable with a top-down or angled camera targeting the container lip and base regions.
Colour Deviation
Colour shift between label batches or within a run — detectable by comparing RGB or HSV values in reference zones against a golden master. Threshold is user-configurable per SKU.
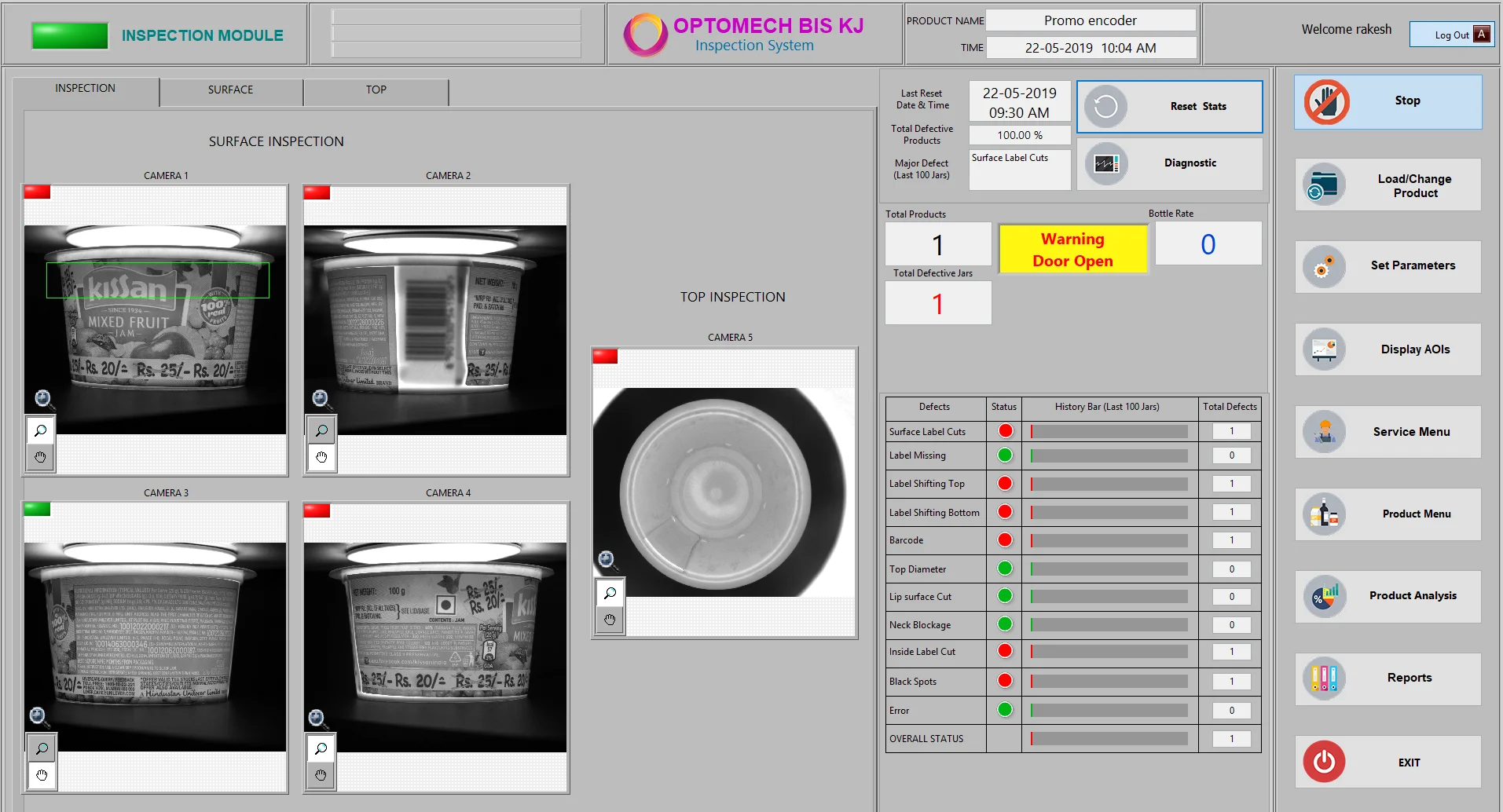
Camera Configuration for IML Inspection
A single camera cannot inspect all IML defect types. The container geometry and the nature of each defect class require a multi-camera configuration, with each camera optimised for its specific inspection zone and illumination requirement.
Typical 5-Camera IML Inspection Configuration
The most common reason IML vision systems underperform is illumination design. IML labels are high-gloss, highly reflective surfaces with photographic-quality colour graphics. A camera aimed at a specular reflection zone will be saturated — no useful image, no detection. The correct approach is structured, angle-controlled illumination: dark-field raking light at 10–25° incidence reveals surface topology (folds, blisters) that is invisible under frontal or diffuse illumination. The camera and lighting design are inseparable — changing one without the other invalidates the system.
Detection Rates: What to Realistically Expect
Machine vision system performance for IML inspection is measured on two axes: detection rate (sensitivity) and false reject rate. Both matter — a system that detects 99.9% of defects but rejects 5% of good containers is commercially unacceptable.
| Defect Type | Min Detectable Size | Achievable Detection Rate | Human Inspector (Speed) |
|---|---|---|---|
| Label fold / crease | 0.5 mm width | >99% | 40–55% at line speed |
| Missing label | Any | >99.9% | >95% (obvious) |
| Contamination blister | 1.5 mm diameter | >98% | 30–45% at line speed |
| Short moulding (surface) | 3 mm × 1 mm depression | >97% | <20% at line speed |
| Label misalignment | >2 mm offset | >99% | 50–65% at line speed |
| Spiral skew | >2° rotation | >98% | <25% at line speed |
| Barcode unreadable | Any unread code | >99.9% | Not detectable |
| Flash at parting line | 1 mm fin height | >98% | 35–50% at line speed |
| Colour deviation | Configurable ΔE threshold | >97% | Unreliable — colour fatigue |
Get a Free IML Inspection Assessment
Send us your IML container samples and your defect classification. We'll run a feasibility test and show you exactly what detection rates are achievable on your product.
What Most People Get Wrong About IML Vision Systems
The most common misconception: that a standard bottle or cap inspection system can be repurposed for IML containers with minor modifications. It cannot. IML inspection is structurally different from injection moulded container inspection because the defects are in the label-to-substrate interface, not on the substrate surface. The illumination geometry required for fold detection, blister detection, and short moulding is entirely different from the illumination used for surface defect inspection on unlabelled plastic. An IML vision system is not an upgrade to a generic vision system — it is a purpose-built system.
The second misconception: that once the system is installed, it works indefinitely without tuning. IML labels change. Colour batches shift. Mould wear progresses. A system commissioned on Label Batch A may accumulate false rejects on Label Batch F if the reference images and thresholds are not updated to track normal label variation. Proper IML vision deployment includes a defined process for updating golden master images when label batches change — this is an operational procedure, not a one-time commissioning step.
The third issue specific to Indian manufacturing environments: line speed variation. Many Indian packaging lines run at variable speeds — ramping up and down between product changeovers, startup, and maintenance breaks. Vision systems must accommodate speed variation and trigger image capture consistently regardless of line speed. A fixed-frequency trigger (not speed-adaptive) will miss containers at high speed and take blurred images at low speed. Specify an encoder-triggered system that adapts to line speed in real time.
How to Specify an IML Vision System: Key Parameters
When evaluating or specifying a machine vision system for IML container inspection, these are the parameters that determine whether the system will actually perform in production:
- Container speed: maximum containers per hour at full production speed (spec at 110% of nominal for headroom)
- Container sizes and shapes: all SKUs the system must handle — round, square, rectangular containers require different camera and conveyor configurations
- Defect classification table: critical, major, and minor defects with size thresholds for each — the system is spec'd to this, not to a vague "detect all defects" requirement
- False reject tolerance: maximum acceptable false reject rate — typically 0.2–0.5% in steady-state production
- SKU changeover time: time required to switch between recipes for different product sizes — typically under 2 minutes for a well-designed system
- Data output: defect type, count per shift, trending data export — needed for SPC and line efficiency analysis
- Rejection mechanism: pneumatic air blast, push arm, or diverter — specify the reject mechanism that matches your conveyor and throughput
Practical Takeaway
IML container inspection with machine vision is not a nice-to-have for high-volume packaging — it is the only inspection method that reliably catches the defects that cause customer returns, line complaints, and brand damage. Human inspection at production speed is not a valid alternative for IML-specific defect categories like contamination blisters, short moulding, and fine label folds.
The ROI calculation is straightforward: if a production line generates 10,000 containers per hour and even 0.5% carry an undetected defect that reaches a customer — that is 50 defective containers per hour, 400 per shift, potentially tens of thousands per month. One returned pallet from a retail customer often exceeds the cost of an IML vision system in direct and indirect costs combined.
Begin with a defect frequency analysis on your current line. Run 10,000 containers through a 100% manual inspection team (for one shift) and classify every defect found — type, size, location. This gives you the actual defect profile your vision system needs to address. If you don't have data: start with label folding, missing label, and barcode verification — these three categories cover over 70% of IML-related customer complaints in packaging lines and are the highest-ROI detections from day one.